
●クロームメッキ、再メッキ(リクローム)についての注意事項
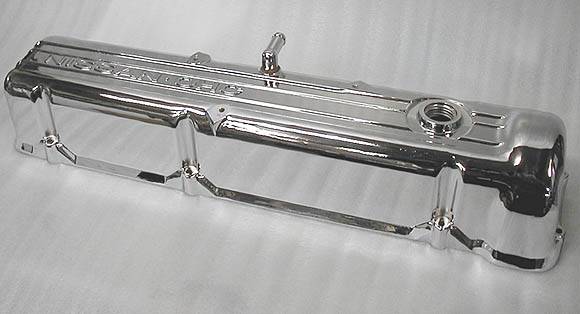
↑日産L型6気筒エンジンのヘッドカバーのクロームメッキ例
![]()
●当方ではクロームメッキ(装飾クロームメッキ)を数多くおこなっていますが、この
ページではクロームメッキ特有の注意事項やその特性からくる仕上がりについて実例
写真とともに説明したいと思います。
|
●主にこのページで挙げている説明は「通常のクロームメッキ作業」についてのものです。 より高品質な仕上がりを求める方には、国内では最高品質の「全7層トリプルクロームメッキ」も おこなっております。 金額は通常のクロームメッキの5割増~2倍程度になりますが、このメッキ は仕上がり、耐久性、とくに錆に強い特別なクロムメッキで一般的な通常のクロームメッキよりも 高品質なメッキ処理方法で、自動車メーカーが純正部品でも採用している高いクオリティのクローム メッキです。 ご検討をされる方はぜひご相談ください。 また、このトリプルクロームメッキの場合に限り、鉄製バンパーの板金修理(凹み修正、溶接修正) 込みのレストア再メッキなど、当方ですべての作業をおこなうこともできます。ご相談ください。 |
●クロームメッキ可能な材質
一般的な鉄、鋼(スチール)、銅およびその合金(黄銅[真鍮]、青銅[ブロンズ])、
アルミおよびその合金、さらに当方ではステンレスへのクロームメッキも可能です。
また、特殊な前処理が必要なことからたいへん高価にはなりますが、プラスチック/樹脂
(主にABS樹脂)へのクロームメッキも可能です。(FRP素材は不可なのでスパッタリング
メッキで対応することになります) またマグネシウムやチタン材等は基本的にできません。
また、異種素材が組み込まれているもの(たとえばアルミに鉄製の部品が圧入されている
ものなど)はできる場合とできない場合があります。 一例として、アルミ製のエンジン
ヘッドカバーは現在のところ当方では鉄製のバッフルプレートやブローバイパイプなどが
ついた状態のものはクロームメッキできません。

↑ステンレスへのクロームメッキ例 (オートバイ用マフラー外筒部)

↑プラスチック(ABS樹脂)へのクロームメッキ例 (フロントグリル)
なお、とくに注意しなければならない素材としてアルミ鋳物やアルミダイキャスト製品
については仕上がりが悪化することがあります。
それは「素材がクロームメッキに向いていないものが多い」からです。 アルミ鋳造や
ダイキャスト製品の素材は不純物や内部の鬆(す・気泡)が多く、メッキするとこれらの影響
により、メッキの浮きや剥離、ピンホールの発生やザラツキなどのトラブルが発生すること
がわりと多くあるのです。
これが鉄の鋳物であればまだ問題は少ないのですが、アルミ鋳物の場合は何度修正しても
これが治まらないことがあるため非常に対処が困難なのです。 ですので、こうした素材に
起因する仕上がりの不具合については対処に限界があることをご承知おきください。
素材の質が良ければ気にならないレベルにできることもありますが、たまに非常に質の悪い
素材の場合があり、この場合はどうしてもこのようなポツポツが残ってしまいます。
また、腐蝕(錆び)の酷い素材の場合も仕上がりが悪化することがあります。

↑アルミ鋳物の鬆によるピンホールの例。 これはまだ研磨途中の写真ですが、こうした
ポツポツは研磨しても次から次へと内部から出てくるので完全に取りきることはなかなか
困難です。 ですので、この写真では下地の銅メッキを厚くつけて、その銅メッキを研磨
することでできるだけ鬆を埋めるようにしています。 塗装で言うとサーフェーサーで
下地のザラつきや細かい粗さを埋めてしまうのと同じような感じです。
●クロームメッキの工程(作業手順)
まず金属の場合は、素地磨き(バフ研磨等)してから下地にニッケルメッキをおこない
その上にクロームメッキをかけます。 このとき、素地が粗かったり磨きだけでは除去
できない傷がある場合、ニッケルメッキの上に銅メッキを厚めにかけ、この銅メッキ
を研磨して傷を埋める処置をすることがあります。これを「銅仕上げ」と呼びます。
その上からさらにニッケルメッキ、クロームメッキをかけて仕上げます。
次に樹脂の場合ですが、この場合は下地に導電性のある特殊な下地塗装をおこない、
表面を研磨してできるだけゆず肌を除去し、その上にニッケルメッキ、クロームメッキ
と順番にかけて仕上げます。

↑オートバイグラブバーのメッキ途中。 銅仕上げしているところです。

↑これがクロームメッキ完成状態となります。
●表面状態について
理想は錆や腐蝕のない新品状態です。 腐蝕や錆の生じている素材の場合は程度によって
はメッキの浮きやザラつきなど仕上がりの悪化につながりやすいです。
たとえば、アルミの腐蝕などはメッキ前のバフ研磨で一見、腐蝕が綺麗に取れたように見え
ても、メッキするとその部分のメッキが浮いたりすることがあります。
腐蝕というのはいわばカビのようなもので、表面的に綺麗に消えたように見えてもじつは
その根は深く浸透しており、それがメッキをする際に仕上がりを悪化させてしまうのです。
もちろん、当方でもこうした状態の製品であってもできるだけ綺麗になるように努力は
しますが、アルミ等の腐蝕、鉄でも酷い錆の生じているものへのメッキの場合はこうした
原因による仕上がりの悪化はある程度はしかたないものとご了承のうえでお願いします。
とくにプレスで造られたカバー類など、薄板ものの場合は錆が深いとメッキ前の処理で
その錆が剥がれて穴が開いてしまうものもありますので、あまり酷い錆のものは避けて
ください。 とくに見落としがちなのは裏側の錆が酷い場合があるので注意が必要です。

↑これは腐蝕がかなり酷かったアルミ鋳物へクロームメッキした例です。
メッキ前にはできる限りバフ研磨にて腐蝕は取るのですが、腐蝕の根は深いためメッキ
するとしつこくこのように浮き出てしまうことがあります。 また、これは腐蝕に限らず
もともとの鋳物の質が悪い場合や鬆の多い製品でもこうした浮きが残ることがあります。
これらはメッキ作業だけではどんなに頑張っても対処に限界があるのでご理解ください。
できるだけメッキする素材は腐蝕のない新品か、新品同様の品物が望ましいです。

↑これはマフラー部品への再メッキのために研磨している途中の写真ですが、とくに
裏側からの錆が酷かったため、角の部分が研磨途中で穴が貫通してしまった例です。
このような薄板モノの場合は最悪こういうことがあるので、あまり錆びの酷いものは
避けてください。 ちなみにこの品物の場合は熔接によって修正しました。
鉄バンパーなども凹みや穴がある場合は、それらを板金修理してからメッキ、再メッキ
することも可能です。 ただ、溶接を伴う修理の場合は、どうしても溶接部周辺に若干
ポツポツとした痕が残ることが避けられない場合がありますのでご了承ください。
※これら板金修理作業についてはメッキとは別途料金となります。
●クロームメッキの特性、仕上がりについて
クロームメッキは電流効率が良いメッキとは言えず、電解メッキであるがゆえの難しさ
というか、その付き方に特性があります。
ここではそれについて少しでもご理解いただけたらと思い、具体例を上げたいと思います。

↑これはスクーターのアルミ製ホイールへクロームメッキを施したものです。
全体には綺麗に仕上がっているように見えますが、よく見ると細部については以下のような
仕上がりになっている部分があります。

↑これはリアホイールのフィン状になったスポークの部分ですが、内側の部分が薄金色
になっているのがわかると思いますが、この部分はクロームメッキがついておらず、下地
のニッケルメッキが見えているためです。

↑これはフロントホイールのハブ部分。 こういった深く落ち込んだ部分にも
クロームメッキはつきませんのでご了承ください。

↑これはアルミパイピングにクロームメッキを施した例。 こうしたパイプの内部、
とくに奥のほうにはクロームメッキはつきません。せいぜい入口から数ミリ程度までです。
じつはクロームメッキというのはこうした凹部、穴の内部、袋状になった部分、奥まった
箇所や隅部、狭部、表面が荒れた場所などには非常につきまわりの悪い特性があるのです。
ですので、こうした細かいディティールの奥のほうまで満遍なくメッキをかけるというのは
まず不可能なのです。 ホイールの場合で言えばリムの浅いディッシュ状のホイールなら
まだそれなりにいい仕上がりをするのですが、この写真のような径に対してリムが深く、
かつ複雑なデザインのホイールはどうしてもこうした奥まった部分にクロームメッキがつか
ないため、部分的には「まだら」な仕上がりになることがあります。
もちろん、これらはホイールに限らず、クロームメッキする品物全般に言えることです。
ですのでクロームメッキに適した形状というのは、あまり凸凹の激しくない、単純で平面に
近いもののほうが適していると言えます。

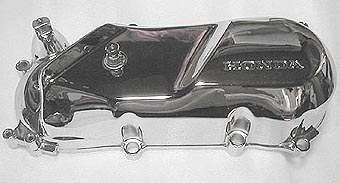
↑これはハーレーのアルミヘッドカバーのクロームメッキ例ですが、中央部の凹部
(鋳物肌のままの部分)には下地のニッケルメッキまではつきますが、クロームメッキ
は届いていません。 もっとしっかりバフで磨けばもう少し奥までクロームメッキも
つきますが、それでもこの形状では奥まで全体を満遍なくクロームで覆うことは困難
です。 これはクロームメッキの宿命的な特性なので、どうかご了承ください。
※これらホイールなどで、より高品質なクロームメッキを求められる場合は別のページで
説明している「全7層トリプルクロームメッキ」もご検討ください。
詳しくは →こちらのページ をご覧ください。
●パイプ等内部が中空なものへのメッキについての注意点
熔接構造物に多いのですが、たとえばオートバイのスイングアームやセンタースタンド等
丸パイプや角パイプで構成された部品の場合、はじめから開口部や穴があればそのまま
メッキできますが、その内部が熔接等でほぼ密閉されてしまっているものはそのままでは
メッキできません。 こういう部品は一見、熔接によって「完全密閉」されているように
見えても実際は微細な隙間があり、ここからメッキ時にメッキ液が水圧によって内部の
空間に入り込んでしまうのです。しかもそれはそのままでは簡単には抜けてくれません。
そのため、「液抜き」のための穴が最低でも2箇所はないと内部に入り込んだメッキ液が抜け
ないため作業上も、また、メッキ後も内部から腐蝕してきますので大問題になります。
ですので、こういう閉断面になっている場合はメッキ前にドリルで何箇所か目立たない場所に
穴を開けさせていただくことがあります(この作業料は別途かかります)のでご了承ください。
(もちろんお客様のほうで予め穴をあけておいていただくとより助かります)

↑オートバイスイングアーム。 このような内部が中空になっている熔接構造物の場合は
「液抜き」のための穴が各中空部の両端部に1箇所づつ開いていることが必要です。
●クロームメッキする品物の状態について
クロームメッキに限らずですが、メッキする品物(ワーク)は基本的に単体状態でお願い
します。 つまり、分解できるものはすべて分解してその部品単一の状態にして送って
ください。 たとえば、ブッシュが圧入されていたり、ボルトナットなどが組まれた状態
であったりするものは基本的にNGです。 このような他の部品が組み込まれたままの
状態でメッキをかけるとその周囲のメッキが綺麗につかないだけでなく、その部品の隙間
や内部に入り込んだメッキ液が後々しみ出してきてメッキを溶かしてさらに錆を生じさせて
しまうことがあり、仕上がりが非常に悪化することがあります。 また、とくに可動部分に
ついてはメッキ後にその動きや機能に不具合が生じても当方では責任は持てません。
ですので、もしどうしても分解できない状態でお預かりした品物については、こういった
不具合が生じても「完全ノークレーム」であることが前提であることをご了承ください。
また、たまにあるのですがサスペンションアーム等でピポット部にグリスがべっとりついた
ままの状態、あるいはジョイント内部にグリスが封入されたままの状態で送ってこられる事
がありますが、これらはそのまま作業するとメッキ槽のメッキ液が油で破壊されてしまい
当方の大損害になってしまうため、このようにグリスや油のついたものについてはお断り
いたします。
当然、内部にグリスが封入されているベアリングがついたままの品物もお断りいたします。
送られる際はお客様のほうでグリス分や油分を脱脂、洗浄してクリーンな状態にしてから
お願いします。
↑これはキックスターターの部品が組み込まれたままでメッキをかけた例です。
通常はこのように他の部品が組み込まれた状態ではお受けできませんが、それでも
どうしてもメッキして欲しいという場合は、それに伴う仕上がり上の不具合、または
機能上の不具合が生じてもノークレームであることが前提となります。
●クロームメッキ可能な大きさ、およびメッキ不可能なものについて
当方では大型トラックのバンパーまでクロームメッキできる体制をとっていますので
たいていの大きさのもの(人間1人で持てるくらい)ならばまず問題ありません。
ですが、一部お断りしなければならないものがあります。 それはオートバイや自転車
のフレーム(鉄製、アルミ製ともに)です。
これらの製品はたいていが熔接構造で複雑な形状をしているため、とくに溶接部付近や
隅部などにメッキが綺麗につかないため仕上がりが悪化しやすいのです。 また、アルミ
フレームはもともとアルマイトがかかっていることが多く、これを剥離する処理で表面が
荒れてしまい、その後のメッキが綺麗についてくれないことがあるためです。 ですので、
オートバイや自転車のフレームについては基本的にお断りさせていただいております。
●すでにクロームメッキがしてある製品への「再メッキ(リクローム)」について。
この場合ですが、まず鉄製品ならば大きな問題は生じませんが、アルミ系の素材の場合は
仕上がりに問題を残すことが多くあります。 具体的には、若干のメッキ浮きや部分的
なザラつき、ポツポツとしたピンホール痕などが残ることがあります。
とくにアルミの鋳物やダイキャスト製品ではこれらが避けられないことがありますので
再メッキの場合はこの点をまずご了承の上でお願いします。
また、腐蝕やメッキ剥がれの状態によっても仕上がりが悪化することがあります。
再メッキするためには当然のことながら現在残っているメッキを一度剥離しないとダメなの
ですが、問題はこの剥離の際に使用する酸がアルミの素地を侵してしまうことがあります。
つまり、ところどころメッキが剥がれている状態の場合、この部分だけが他の箇所よりも
虫食いのように食われてしまうため、これをその後の磨き作業で消すことがかなり困難と
なりますので、深い場合はその痕跡が取り除けないことがあります。
しかも、一度メッキを剥離したアルミは表面が変質してしまうため、再クロームメッキ
してもとても新品のような仕上がりにはなりません。 最初のメッキよりも再メッキは必ず
仕上がり、耐久性が悪化するとお考えください。 また、メッキが剥がれやすくもなります。
ですので正直なところアルミ製品(とくに鋳物)の再メッキはあまりお薦めはできないです。
どうしてもおこなう場合はこれらの不具合が生じてもそれをご了承いただける場合のみです。
とくに、高温になるエンジン部品(ヘッドカバーやシリンダーなど)への再クローム
メッキは基本的にお断りいたします。 これらの部品はとくに再メッキ後の剥離など
のトラブルが多いためです。
●マフラーや排気管などのメッキ、再メッキについてはこちらのページを参照ください。
また、これは非常に重要なのですが再メッキの場合、鉄であれば鉄のみ、アルミであれば
アルミのみの単一素材であることが必要です。
鉄にアルミ部品が組み込まれたままであったり、逆に、アルミに鉄部品がついたままでの
再メッキはできません。 このような状態のまま再メッキのための剥離をおこなうと異材の
部品が溶けてしまうのです。
たとえば、アルミ製ヘッドカバーの再クロームメッキの場合、裏側に鉄製のバッフルプレート
がついていることがありますが、これが取り外せないものは再クロームメッキは不可です。
※全7層トリプルクロームメッキは異種金属が組み込まれている場合は初回メッキでも不可です。
●アンチモン(亜鉛合金)部品への再メッキについて
旧車に多い亜鉛合金(亜鉛ダイキャスト)部品への再クロームメッキの依頼を多くいただき
ますが、これについては基本的にクロームメッキではなく樹脂等でおこなっているスパッタ
リングメッキにて対応させていただいております。
その理由は、亜鉛合金の再クロームメッキはアルミ鋳物以上に仕上がりが悪くなることが
多く、さらに問題は再メッキの前に現在ついているクロームメッキを剥がす際に酸に浸ける
と素材の亜鉛そのものが溶けてしまい品物がなくなってしまうという厄介さがあるからです。
ですので、亜鉛合金については下地研磨のうえ下地塗装をおこない、スパッタリングメッキ
にて対応させていただいておりますのでご理解のほどよろしくお願いいたします。

↑アンチモニ(亜鉛合金)製ドアハンドルを下地処理+スパッタリングメッキにて
再処理した例です。ここまで酷く腐蝕したものですと通常のクロームメッキ作業では
ここまで綺麗にすることはまず不可能です。
※なお、当方でおこなっているクロームメッキは六価クロムによるクロームメッキです。
近年は環境問題などから三価クロムによるクロームメッキが多くなっていますが、やはり
耐久性や光沢、反射の明るさ(輝き)という点でまだ六価クロムのほうが有利です。
三価クロムと六価クロムを並べて比べると明らかに六価クロムのほうが輝きが明るいこと
がよくわかります。 なお、六価クロムのクロームメッキでもクロームメッキの皮膜自体
には六価クロムは含まれませんので安全性に問題はありません。
<参考>
クロームメッキの他にも金メッキやニッケルメッキなどもお引き受けできますのでご相談
ください。 なお、黒クロームメッキについては注意事項がありますのでこちらのページ
をご覧ください。

↑もともとクロームメッキだった鉄製のライトリムに24K金メッキをした例です。
↓メッキ、塗装のサンプル写真のページです。 仕上がりの参考になれば幸いです。
(その1) ・(その2)・(その3)・(その4)・(その5)・(その6)・(その7)
(その8)・(その9)・(その10)・(その11)・(その12)・(その13)・(その14)
![]()
トップに戻る | 製作加工可能材質 | ひとこと | 今までの実績 | お支払いとか
| SEO | [PR] 爆速!無料ブログ 無料ホームページ開設 無料ライブ放送 | ||
